





摘要:隨(suí)著高精度液位測量儀表(biǎo)的廣泛應用,對液位計的量值溯源尤(yóu)其是液位計檢定裝置的整體不確定度也有更高的要求。為解決目前采用鋼(gāng)直尺作為主標(biāo)準器無(wú)法滿足高精度液位計在JJG971-2002《液位計》中(zhōng)規(guī)定(整個(gè)檢定設備(bèi)在(zài)內的擴展不(bú)確定度U95應不超過被檢液位計zui大允許誤差絕 對值1/4至1/5的(de)溯源要求)的問題,設(shè)計(jì)一種采用補(bǔ)償微壓計原理,水準頭進行液位準確定位,高精度直線式感應同步器測量水準頭位移量(liàng),從而準確測出液位變化量的液位計檢定裝置。通過對裝置各部件(jiàn)設計結構帶來的不確定度進行綜合評定,完全滿足檢定規程中zui高0.02級高精度(dù)液位計的量值溯源(yuán)要求,有效(xiào)補充高(gāo)精度液位計的量(liàng)值溯源難題,保障液位計量值溯源的準確性(xìng)。
引言
液位計作(zuò)為一(yī)種工(gōng)業級儀表,包括的類型有浮子式、浮球式、浮筒式、壓力式、電容式、電導式和反射式等[1],通常準確度等級都較低(dī)。現有(yǒu)的檢定裝置[2]能對大部分液位計進(jìn)行量值傳遞,但隨著儀器儀表技術的發展,0.05級及(jí)以上的高精度液位計被研發(fā)和生產出來。傳統的液位計檢定裝(zhuāng)置[3]采用鋼直尺作為標準,在零點和(hé)液位測量點采用直接讀取液位的方式,受限於標準器的(de)zui大允許誤差和在零點、測量點讀取液位值的誤差,從而無法達到液(yè)位計(jì)檢定規程要求整個標準(zhǔn)裝置的擴(kuò)展不確定度[4]不大於(yú)被檢液(yè)位(wèi)儀表zui大允許誤差絕 對值1/4的zui低要求,無法對(duì)高精度液位計進行量值傳遞。
zui大程度地減少標準器的允許(xǔ)誤差和(hé)讀取零位、測量點(diǎn)帶來的誤差,是液位計檢定裝置(zhì)主要技(jì)術指標,設計一種補(bǔ)償(cháng)法液位計檢定裝置,與補償(cháng)式微壓(yā)計工作原理(lǐ)[5]類(lèi)似,分別對基值零位和測量點的液位進行準確測量[6]采用直線(xiàn)式感應同步器[7]作為主(zhǔ)標準器,對不確定度的貢獻滿足(zú)裝置的整體不確(què)定(dìng)度的限值範圍並能達到量值傳遞的要求。同時通過設計定位單元來有效減小在檢定過程中(zhōng)被檢液位計安裝垂直度的問題,解(jiě)決液位計檢定中(zhōng)另一個對整體不確定度(dù)影響較大的問題。
1 工作(zuò)原理
裝置設計采用直接比較(jiào)法,通過水準頭定位液麵準確高度,直接測量容器中的水(shuǐ)準頭位移量可直接測量出(chū)液位的變化量,分別讀出標(biāo)準器(qì)和被檢液位計的讀數計算出基本誤(wù)差。從不確定度分析得出,影響測量結果主要因素包括零位對準、主標準器誤(wù)差和(hé)安裝垂直度3個(gè)方麵。
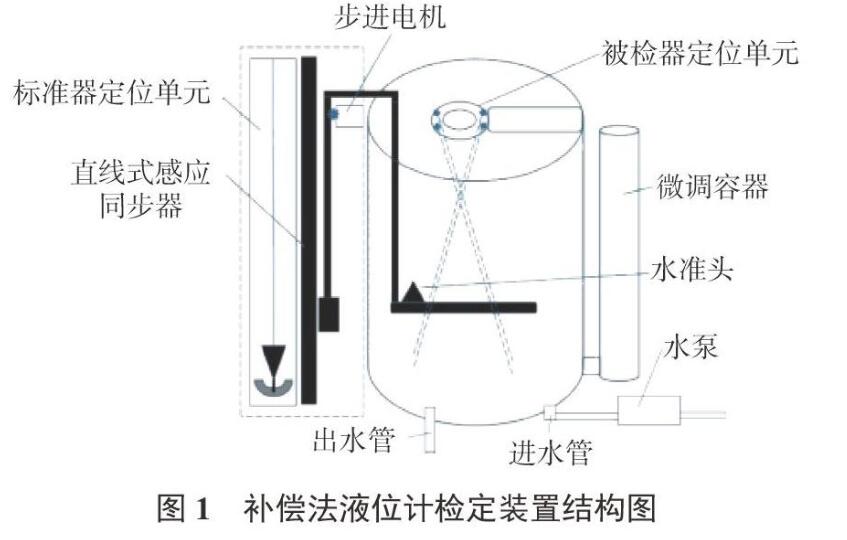
在設計時主標(biāo)準器選用直線式感應同步器(qì),主標準器定尺、標準(zhǔn)器定位單元與容器由剛性支架固定,通過標準器定位單(dān)元保證主標準器定尺和主容器的垂直度。在被檢液位計安裝盤處設計被檢器定(dìng)位單元(yuán),通(tōng)過被檢器定位單元使被測液(yè)位計與主(zhǔ)容器垂(chuí)直度保持一致(zhì)。在定位單元(yuán)的幹涉下,能有效控製主標準器和被檢液位計安裝垂直度帶來的(de)不確定度分量。運動部分(fèn)通過步進電機[8]驅動反U型導杆(gǎn),帶動水準頭和(hé)滑尺沿垂直方(fāng)向移動,反U型導杆采用一體,並無連接部分,保證了滑尺和水準頭的(de)相對位移量完全(quán)相同。通過定位單元保證垂直度,水準頭定位液麵,再通過直線感應同步器測得水準(zhǔn)頭(tóu)位移量,即可測得液位的變化(huà)量,即標準值,從而得到的被測液位計示(shì)值與標準器示值之差為被測液位計的示值誤差,裝置結構圖如(rú)圖1所示(shì)。
2 係統組成(chéng)
補償法液位計檢定裝置主要由測量係(xì)統(tǒng)、垂直定位係統和控製係統組(zǔ)成。測(cè)量係統主要包括直線式感應同步器和水準頭,定位係統由主標準器定位單元和被檢器定(dìng)位單元組成,控製(zhì)係統由步進電機、水泵、微調容器組(zǔ)成。
2.1 測量係統
直線式感應同步(bù)器主要用於準確測量與其滑尺相連的水準頭的位移量,水準頭主要用於準確定位液麵高度。
2.1.1 直線式感應同步器
主(zhǔ)標準器(qì)選用比光柵尺更為準確的直線式感應同(tóng)步(bù)器。直線式感應同步器廣泛應用於高精度機加(jiā)工行業,用作車床的主要測量標準,其特點為精度高、可(kě)靠、抗幹擾能力強、測量長度不受限製、使用壽命長、維(wéi)護簡單、成本低。主要由(yóu)定尺與滑尺組成,繞組為等距排(pái)列。它的(de)可動部分為滑尺、不動部分為定尺。采用電(diàn)磁原理,在滑尺繞組通以一定頻率的交流電壓(yā),由於電磁(cí)感應,在定尺的繞組中產生了感應(yīng)電壓,其幅值和相位決定於定尺和滑尺(chǐ)的(de)相對位置。
根據(jù)JB/T3587-1996《標準型(xíng)和窄型(xíng)直線式感應同步(bù)器基本參數和技術要求》要求,即使誤差zui大的直線式感應同步器zui大誤差也(yě)僅為7.5μm[9],且(qiě)直線式感應同步器輸出信號可為數字信號,在顯(xiǎn)示器上直接讀出,分辨率zui大為1μm。
2.1.2 水準頭
主要原理通過反光(guāng)鏡麵反射觀測桶內的(de)水準頭與液麵接觸情(qíng)況,視水準頭(tóu)尖與(yǔ)其倒影的影尖相接表示(shì)讀數零點,如圖2所示(shì);同理,將水準頭移動至一定高度用同樣方法可準確測(cè)量該(gāi)測量點工(gōng)作位置。而水準頭的(de)位移距離,為零點液位與測量點上的液位差(chà)值,準確(què)反映液位計測得的實際液位。
水準頭采用補(bǔ)償式微壓計原理使用(yòng)的水準頭作為零位和測量點工作位置參(cān)考,該方法經過補償式(shì)微壓計多年(nián)論證,穩定可靠。水準頭的選用能滿足零(líng)位誤差和測量點誤(wù)差不確定度的要(yào)求(qiú),能有效降低整個液位計檢定裝置的整體不確定度。
水準頭與直線式感應同步器滑尺通過反U型導軌(guǐ)連接成整體,再和測微螺杆連(lián)接(jiē)。此結(jié)構使(shǐ)得水(shuǐ)準頭的位移距離即為直線式感應同步器滑尺的位移距離(lí),且測微螺杆能對直(zhí)線式感(gǎn)應同步器滑尺進行微(wēi)調(diào)。
2.2 垂直(zhí)定位係統
首先分析垂直(zhí)度對液位計檢(jiǎn)定中帶來的不確定度影響,具體分(fèn)析方法如下:
當安裝垂(chuí)直度偏離zui大投影角B度時,測得液位值與標準液(yè)位值函數關係,通(tōng)過下式計算:
△H標=la/cosθ-la(1)
式中(zhōng):△H標——被測液(yè)位計顯示液位值與標準液(yè)位值的差值,mm;
la——標準液(yè)位值,mm;
θ——偏離垂線zui大投影角,(°)。
根據餘弦函數(shù)表cos1°=0.999848,得到當垂直度偏離1°時,在1m時的偏移量為0.15mm,這對於測量範圍為1m、準確度等級0.02級、zui大允許誤(wù)差為0.2mm的液位計無疑是一個不可接受的偏移(yí)量。由於zui大投影角無法測量,所(suǒ)以采(cǎi)用修正該(gāi)誤差的方法不(bú)可行。
垂直定位係統(tǒng)主要由標準器定(dìng)位單元(yuán)和被檢器(qì)定位單元(yuán)兩部分構成(chéng)。
2.2.1 標(biāo)準器定位(wèi)單元
標準器定位單元與鉛錘原理相似,主要由重錘和刻(kè)度盤構成,通過調節四角水平調節螺母調(diào)節重錘標線至刻度盤中線位置時,標準器安裝垂直。
2.2.2 被檢(jiǎn)器定位單元
被檢器定位單元由四向微調夾緊單元(yuán)實現,由主安裝盤(pán)、限位盤、紅外線發(fā)射器和4個微調螺(luó)母構成,其中主安裝盤用於固定被檢液位計(jì),安裝盤與限位盤中心距為垂直(zhí)狀態,通過(guò)調節(jiē)4個微調螺母使安裝盤(pán)四周的4個(gè)紅外線發射器分別對(duì)準限位盤上垂直位置的垂直(zhí)限位孔(已調整垂直度),當4個限位孔下端均有紅外線穿透時,證明被測液位計已經安裝垂直。
用此方法調節安裝垂直(zhí)度直觀、準確。底端限(xiàn)位盤上的限位孔直徑為(wéi)3mm,當頂端安裝盤上的4組紅外線均透過底端限位盤的限位孔時,底端限位盤中心點與頂端安(ān)裝盤中心點垂直投影點的距離lc≤3mm,相對於1m量(liàng)程的液位計垂直度誤差用式(2)計算,得出(chū)誤差值為0.005mm,該誤差滿足對裝置整體不確定度的要(yào)求。
式中(zhōng):△H被(bèi)——被測液位計顯示液(yè)位(wèi)值與(yǔ)標準液位值的差值,mm;
lc——液位計頂端與底端在(zài)水平麵上垂直投影點的距離,mm。
2.3 控製(zhì)係統
控製係統分為標準器(qì)控製單元和液位(wèi)控製單元,標準器控製單元主要由步(bù)進(jìn)電機(jī)和對應的執(zhí)行部分組成,液位控製單元由粗調部分和活(huó)塞微調(diào)部分組成。
2.3.1 標準器控製單元
標準器控製單元通過(guò)粗調按鈕使步進電機帶動直線感應同步器滑尺至被測點附近,再通過微調按鈕準確調整滑尺位置至被測點。
2.3.2 液位控製單元
液位控製單元主(zhǔ)要由粗(cū)調部分和微調(diào)部分構成。其中粗調部分為水泵、控製盒、閥門和管路,通過控製(zhì)盒啟動潛水泵,開啟升液閥門即可使液位上升,開啟回液閥門即(jí)可使液位下降(jiàng)。
微調(diào)部分底端與主(zhǔ)容器相連,形成粗細不同的(de)U管,單微調容器上端可通過排氣(qì)閥密閉。主要作(zuò)用是微調液位,內徑為100mm,橫(héng)截麵積約為主(zhǔ)容器橫截麵積的1/9,該設計為提高微調精度。當(dāng)在(zài)附件微調容器上端施加一定的氣壓,根據U管原理,主容器(qì)端液(yè)位上升,因為兩容(róng)器橫截(jié)麵積不同,附加微(wēi)調容器能更為準確地調整主(zhǔ)容器中的液位(wèi)高度。
3 裝置計(jì)量性能測試
裝置的測(cè)試數據來源於直線(xiàn)感應同(tóng)步器,直線感應同步器經校準後在2000mm的全量程範圍內誤差為7.5μm,對整(zhěng)個裝置的不確定(dìng)度貢獻在理想範圍內。因測量點讀數為(wéi)視覺讀數,每一(yī)個檢定員習慣不(bú)同可能會(huì)帶來(lái)不同的視覺誤(wù)差,現任選下限附近、50%附近和(hé)上限附近3個液位點由6位不同(tóng)的檢定員進(jìn)行升降水準頭5個循環(huán)讀數。
可以看出,在全量(liàng)程內,裝置的重複性誤差[10]和人(rén)員視覺誤差都(dōu)表明裝置具有良好(hǎo)的重複性,結合直線感應同步器的高精度測量,在整個量程範圍內整個裝置(zhì)具有穩定、準確的計量性能。
液位計測量裝置根據各組成部分的環(huán)境條件要(yào)求,得出使用環境(jìng)溫度為20℃±5℃,溫度波動不大於0.2℃/h,相對濕度小於90%。介質(zhì)選取為自來水,對於浮球式、浮力式、磁致伸縮(suō)式、導波(bō)雷達式(shì)、壓強式、反射式液位計均能滿足,單電極、雙電極或同軸電極等帶絕(jué)緣保護套的電(diàn)容式液(yè)位計也能滿足測量條件。
4 裝置(zhì)不確定度分(fèn)析
以JJG971-2002選取的(de)2000mm的檢定裝置為例,能對0.02級(jí)1000mm以上液位計(jì)進行(háng)量值溯源的檢定裝置整體不確定度必(bì)須(xū)達到U95=0.05mm。在此前(qián)提下,做出不(bú)確(què)定度分析[8]。
合(hé)成標準裝置引入(rù)的不確定度uc(l)為
當置信區間為95%時,取k=2,則擴(kuò)展不確定(dìng)度(dù)為
U95=0.030mm(4)
根據不(bú)確定分析得(dé)出,整個構成檢定裝置的(de)擴展不確定度為U95=0.030mm,檢(jiǎn)定測(cè)量範圍0~1m,0.02級被檢液位計的zui大允許誤(wù)差為0.200mm。根據JJG971-2002要求“整個(gè)檢定設備在內的擴展不確定度U95不超過被檢液(yè)位計zui大允許誤差絕 對值的1/4~1/5”,按照zui高1/5的要(yào)求計算,高精度補償法液位(wèi)計檢定裝置完全滿(mǎn)足檢定0.02級(jí)液(yè)位計的要求,可以作為標準(zhǔn)器使用。
5 結束語
本文提出的高精度補償法液位計檢定裝置,完全滿(mǎn)足JJG971-2002的相關要求,作為檢定(dìng)裝置,具有優良的計量性(xìng)能,對主標準(zhǔn)器進行量值溯源簡單、便捷。有效補充了目前高精度液位計無法有效溯源的問題,使(shǐ)得液位計的量值溯源更加可靠和可(kě)行,對目前液位計(jì)檢定裝置不能溯源的液位計是一個有效、及時的補充,大大增加(jiā)了液位計(jì)檢定規(guī)程的可操作性和(hé)嚴謹(jǐn)性。
同時從(cóng)設計結構出發,考慮到對今後進行全自動(dòng)化的改造,可對滑尺部(bù)分電機通過加入執行軟件對步進電機進行控製,在液位微調部分也可以通過步進電(diàn)機實現相同的功能,為半自動化到全自動化的升級充(chōng)分預(yù)留了空間。
- 2023-09-20
北京恒(héng)升偉(wěi)業 HSIN685智能數字壓力校驗儀 - 2025-02-27
液位計在化工行業的應用(yòng)及其(qí)檢定裝置的重要性 - 2025-02-27
船舶(bó)鍋爐溫度監控(kòng)的關鍵(jiàn):熱(rè)電偶校驗(yàn)解決方案 - 2025-02-27
HSIN930幹體爐校驗雙金屬溫度計步驟 - 2025-02-27
壓力表校驗操作步驟:以HSIN6000B全自(zì)動壓力校驗儀為例 - 2025-02-27
壓力校(xiào)驗設備,守護燃氣發電機組穩定運(yùn)行 - 2025-02-26
液位計(jì)檢定裝置:守護工業生產安(ān)全的重要一環 - 2025-02-26
壓力傳感器標定係(xì)統:新型傳感器研發的得力(lì)助(zhù)手 - 2025-02-26
溫(wēn)度校驗儀和檢定係統在有色金屬行業中的關鍵作用 - 2025-02-26
準確(què)計量,保障航行:熱(rè)電偶校驗儀與檢定係統助力船舶運營